This standard is issued under the fixed designation F 2096; the amount immediately following the designation indicates the year of original adoption or, in case of revision, the year of last revision. A number in parentheses indicates the year of last re-approval. A superscript epsilon (e) indicates an editorial change since the last revision or re-approval.
Scope
The bundle is inflated underwater into a specified strain. The bundle is observed to get a flow of air bubbles suggesting a collapse area. 4.2 The significance of the test system is determined by the differential pressure and procedure of pressurization. Establishment of an evaluation pressure for every bundle material/size is essential for getting repeatable results (see Annex A1 for your process on establishing evaluation pressure).
Inadequate pressurization of this bundle may significantly decrease the sensitivity of the test method. Differential pressures that are higher increase the test sensitivity. But, seals may rupture or lead to misinterpretation of bubble patterns generated out of the packaging that is porous. This might cause an erroneous conclusion about the presence or lack of bundle flaws. While not mandatory, use of a bleed-off controller valve in accord with the pressure tracking apparatus, will help in strengthening the test strain, and help remove excess pressurization of this bundle (see Fig. 1).
The pressurization test method gives the means to test packages. 5.2 This evaluation technique is extremely helpful in a test lab environment where no frequent bundle material/size exists. 5.3 This evaluation method may use to quite large or lengthy bundles, which don’t fit into some other bundle integrity test method device. 5.4 This evaluation method could be utilized as a way to appraise package ethics. Integrity is essential to consumer security since bundles are intended to extend contamination-free and sterile surroundings. 6. Device 6.1 Stress Delivery System, together with stress tracking gage, and bleed-off control valve, capable of providing air at a pressure of 0-50 pub (0-20 in. H2O).
Significance and Use
This test method covers the discovery of flows in packaging. This test method could be used for pouch and tray packages. The significance of the test method hasn’t been assessed for use with porous substances besides spunbonded polyolefin or using nonporous packaging.
This test method is harmful as it requires entry to the bundle to provide an inner air pressure 1.4 The values stated in SI units should be thought of as the standard. It’s the duty of the user of this standard.
Terminology
Definitions-General terms pertaining to barrier substances for medical packaging are all located in Terminology F 1327.
Definitions of Conditions Specific to The Standard: breathing stage strain, n–stress where the permeation of air through the porous substance starts.
Summary of Test Procedure
April 1, 2004, current edition approved. June 2004 Released. The edition that was last accepted as F 2096 — 02e1 in 2002. On the ASTM site, refer for Annual Book of ASTM Standards quantity information. 3 porous packaging by definition will allow the passage of air. In a given strain that is inner, it will show a flow of air bubbles determined by the dimensions. A flow of bubbles identified in a lower internal pressure in relation to the breathing pressure stage may indicate a flaw from the packaging.
Referenced Documents
ASTM Standards: 2 D 1898 Practice for Sampling of Plastics F 1327 Terminology Relating to Barrier Materials for Medical Packaging
1 Sample Test Apparatus
Sampling 7.1 the amount of test specimens will likely be selected to enable a decent conclusion of agent functionality. Exercise D 1898 delivers direction for evaluation specimen assortment. Apparatus for Puncturing Bundle, (as an instance, smaller slotted screwdriver or alternative appropriate apparatus ) allowing insertion of atmosphere source along with tension tracking product. 6.3 drinking water Container, sufficient to pay exactly the exact evaluation specimen with roughly 1 (inch ) in. of H2O.
NOTE two – This could be useful to utilize a fixture to maintain the whole bundle submerged in the appropriate thickness. 9.1.3 Fix the airflow along with bleed-off valve as essential to slowly inflate the package to a value equal to or greater than the minimal test stress because shown according to AnnexA1.Adjust that the bleed-off valve and pressure operator as required to keep continuous tension.
Gently inspect the bundle to get a continuous flow of bubbles suggesting a specific region of collapse (shield stations, pinholes, cracks, tears, etc ). Inspection timing will fluctuate based on deal dimensions.
Eliminate the bundle deal out of mark and water some other detected place (s) of collapse. Evaluation Strategy B–process to Porous Packaging: utilize obstructing broker to samples when demanded in line with a-1.1.2
Atmosphere source along with anxiety track with nominal atmosphere leakage. Utilize even a rubberized disc for being a septum on the cessation site or tape in order to secure the insertion website if needed.
Insert the atmosphere origin and tension track in to the evaluation noun. Submerge the bundle deal under-water roughly 1 (inch ) in. Start airflow to your bundle. Procedure Be aware inch –The organization of an evaluation stress in view of Annex a 1 has to be carried out just before initiating the evaluation treatment.
Evaluation Procedure A–process to non-porous Packaging: Produce a pit at the bundle deal working with a puncturing device (as an instance, smaller slotted screwdriver or alternative applicable apparatus ) for adding the atmosphere origin and tension track in to the controller sample. Make the gap just as near to the Guts of this bundle because hole dimensions must let insertion of this Fixing 8.1 no exceptional conditioning of this specimen is demanded.
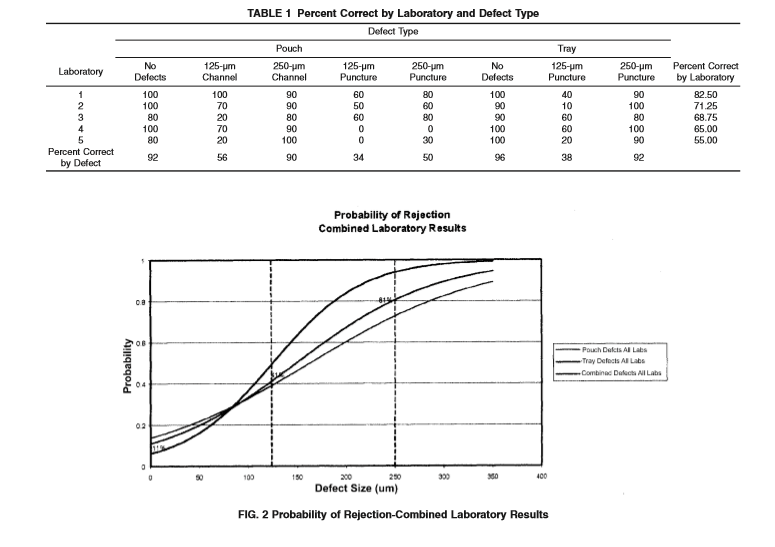
Probability of Rejection-Combined Laboratory Results
NOTE 3 — This could be useful to utilize a fixture to maintain the whole bundle submerged in the appropriate thickness. Fix the airflow along with bleed-off valve as essential to slowly inflate the package to a value equal to or greater than the minimal test stress because shown according to AnnexA1. Adjust that the bleed-off valve and pressure operator as required to keep continuous tension.
Gently inspect the bundle to get a continuous flow of bubbles suggesting a specific region of collapse (shield stations, pinholes, cracks, tears, etc. ). Inspection timing will fluctuate based on deal dimensions. Produce a pit at the bundle deal working with a puncturing product (as an instance, a smaller slotted screwdriver along with alternative appropriate apparatus ) for adding the atmosphere origin and tension track into the controller sample.
Produce the gap just too near to the guts of this package because possible. The hole dimension needs to make it possible for insertion of this atmosphere source along with tension track with nominal atmosphere leakage. Utilize even a rubberized disc for being a septum on the cessation site or tape in order to secure the insertion website if needed. Insert the atmosphere origin and tension track into your bundle deal. Submerge the offer under-water. And wait to get at a minimum of 5 s. Start that the airflow to your bundle.
Eliminate the bundle deal by the drinking water and also then indicate some other detected place (s) of collapse.
Report
Report the next advice: day, time, site, and owner’s title. Bundle kind, dimensions, substance, and traceable identification amounts. Explanation of bundle prep for example existence of almost any product from the deal. Launched flaw size used to set that the evaluation sensitivity, examine tension, also usage of almost any obstructing broker. Amount of evaluation bundles, approximate review period each offer deal, amount of bundles demonstrating escapes, and also positioning of just about every escape.
Truth and Bias: A round-robin analysis has been running in 2000, which comprised five labs, two offer varieties, along with 2 flaw sorts. The flaws comprised of the station throughout the seal place onto the pouch samples and also a tingling during the porous stuff, on either arrow and also pouch samples. All flaw sample collections are created using a 125-µm (0.005 in.) Wire. The first bundle kind consisted of an 4 by6-in The examination of this testing procedure is by way of logistic regression.
Even the y-axis may be that your chances of rejecting part, and also the X-axis is that the minimal flaw size. The outcome with the investigation imply there is definitely an 81% chance of having a package using a flaw magnitude of 250 µm. There’s also an 11 percent possibility of having a package. Heat-sealed pouch, created by a mixture clean film and uncoated Tyvek. The next bundle sort consisted of two 3 by 5-in. Thermo-formed polycarbonate T Ray, heat-sealed using the adhesive zone coated Tyvek. The negative controls consisted of the exact very same bundles generated without any flaws. For every noun collection, 1-5 samples had been made, 5 controllers without a flaw, and 10 together with flaws. The outcome are exhibited at Table 1 ) and also the corresponding chart in Fig. 2.
Keywords
Bubble test; internal pressurization; package integrity
ESTABLISHMENT OF TEST PRESSURE
This evaluation procedure uses a controller sample for setting that the evaluation stress having a famous flaw. A known flaw is made while inside the offer. The bundle will be submerged in warm water and also inflated into some stress where air bubbles are observed emanating from the defect. This can be known as the minimal test strain for its specified bundle.
Insufficient pressurization of this bundle might significantly decrease the sensitivity of this evaluation procedure. Differential stresses that are higher increase the exam sensitivity. But, seals may rupture or lead to misinterpretation of bubble designs generated out of packaging that is porous. This might lead to a incorrect decision about the existence or lack of deal deal flaws. Throughout evaluation research, it had been noticed that the stress where the permeation of atmosphere throughout the porous substance started (breathing stage strain ), was significantly significantly less if a favorable airflow was released to the bundle before submersion.
There has been An analysis conducted to specify the repercussions of drinking water permeation at this Tyvek’s breath point strain. A favorable airflow was released to some test sample before submersion. After the bundle deal was submerged in water, then in a thickness of 1 in., the breathing position strain has been listed at somewhere around 4 to 2 5 . H2O. An evaluation sample was subsequently submerged in water at a thickness of 1 in., to get at a minimal of 5 , before this airflow being discharged to the bundle. The breathing position anxiety rose to somewhere around 9 in. H2O.
The evaluation was replicated using a flaw. The strain in was in. H2O. Intro of a air flow before submersion, or following submersion, didn’t impact the strain where the flaw has been detected. But, because of this permeation of atmosphere throughout the Tyvek, the flaw may not be always discovered if the airflow was launched before submersion. A-1.1.1 Organization of Evaluation Strain for Non-porous Packing.
Produce a proven flaw within the hands sample into your desirable sensitivity to your own evaluation procedure (flaw maybe perhaps never to transcend 250 microns). Circle the position of this flaw having a pencil. For coverage reasons Report the flaw dimension. A-1.1.1.2 Produce a pit at the bundle deal working with a puncturing product (as an instance, a modest slotted screwdriver) for integrating the atmosphere origin and tension track in to controller sample. Make the gap just as near to the guts of this offer deal.
The pit size needs to make it possible for insertion of tension track and this atmosphere origin . Utilize a rubber disc for being a septum on the cessation site in order to secure the clipping web page if necessary.The located area of this pit mustn’t interfere with all the flaw designed in a-1.1.1.1. A-1.1.1.3 Insert the atmosphere origin and tension track in to the controller sample. Submerge the controller sample under-water . Start that the airflow to the controller sample. A1.1.1.4 Fix the airflow along with bleed-off valve just as required, to slowly inflate the controller sample into this stage in which the flaw finds itself. File the stress scan.
This stress are the check strain. Differential stresses that are higher increase the exam sensitivity. But, seals may rupture. A-1.1.2 Institution of Exam Anxiety for Porous substance Packaging a-1.1.2.1 Produce a proven flaw within the management sample into the desirable sensitivity to its evaluation procedure (flaw maybe perhaps never to transcend 250 microns). Circle the position of this flaw having a pencil. For coverage reasons Report the flaw dimension. A-1.1.2.2 Produce a pit at the bundle deal working with a puncturing product (as an instance, a modest slotted screwdriver) for integrating the atmosphere origin and tension track in to the controller sample. Make the gap just as near to the guts of this offer deal. The pit size needs to make it possible for insertion of tension track and this atmosphere origin .





